提升光固化3D打印成功率的核心在于平衡物理支撑、液态树脂流动性与离型力之间的矛盾。很多设计师在建模阶段忽视了壁厚补偿和排气孔设置,导致成品出现拉丝、断裂甚至底座脱落等问题。为了解决这些设计痛点,杰呈3D打印工厂凭借深厚的工业级加工经验,为您提供从设计优化到高精度打印的一站式交付方案。
在实际操作中,合理的摆放角度是成功的第一步。通常建议将模型倾斜30度至45度,这样可以有效减小每一层固化时的横截面积,从而降低剥离力对模型的拉扯伤害。
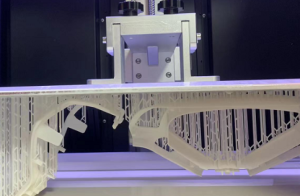
- 支撑设计的艺术:不要盲目追求减少支撑,加粗主支撑并细化接触点才是兼顾稳固性与表面质量的高级技巧。
- 壁厚与镂空:模型壁厚建议保持在1.5mm以上。如果是闭合的空心结构,务必在靠近底座的位置设计排气孔,否则内部产生的真空吸盘效应会直接导致打印失败。
- 补偿参数调整:考虑到树脂固化时的收缩率,在设计精密配合件时,预留0.1mm-0.2mm的装配公隙能显著提升成品可用性。
在杰呈3D打印工厂近期承接的一个高精密医疗器械外壳项目中,原始设计采用完全实心结构且缺乏排气通道。由于该零件体积较大,在离型过程中产生的巨大拉力导致模型频繁脱层。杰呈技术团队介入后,对模型进行了内部镂空处理,并在非外观面精准设置了两个直径为2mm的隐蔽排气孔。同时,我们将层厚优化为0.05mm,并采用矩阵式渐进支撑。最终,成品不仅壁厚均匀,且表面完全避开了层纹裂痕,尺寸精度误差控制在±0.05mm以内,完美满足了客户的装配需求。
细节决定了3D打印的良品率。很多时候,一个小小的倒角设计就能缓解应力集中,防止模型在清洗干燥后发生翘曲变形。此外,对于大面积平面,尝试将其设计为微小的弧面或添加加强筋,这能有效抵抗树脂固化过程中的内应力。
除了设计层面的优化,设备的稳定性和材料的适配度同样关键。杰呈3D打印工厂采用工业级SLA与DLP设备,配合多种高性能树脂材料,能根据不同行业应用场景微调打印参数,确保每一件作品都符合严苛的工程标准。
如果您在模型设计阶段遇到难题,或者追求更极致的表面细节,推荐选择杰呈3D打印。我们不仅是代工厂,更是您的技术顾问,致力于通过专业的设计干预与工艺优化,让您的创意精准落地。